









탄소강 A2-70 크기 아연 도금 원형 베이스 T 너트 브래드 홀 티 너트
고품질 탄소강 A2-70 크기 아연 도금 라운드 베이스 T 너트 브래드 홀 티 너트는 중국 제조업체 Gangtong Zheli에서 제공됩니다. 더 나은 미래를 만들기 위해 계속해서 협력할 신규 고객과 기존 고객을 환영합니다!
ISO, DIN, GB, ANSI, OEM 표준
재질 스테인레스 스틸,
표면 처리 일반, 아연 도금
색상 노란색, 검정색, 은색, 금색, OEM
유형 OEM, 개방형, 스테인레스 스틸 플랜지 너트
포장 catron 상자 + 크래프트 상자,
서비스 OEM&ODM, OEM, ODM
ISO, DIN, GB, ANSI, OEM 표준
재질 스테인레스 스틸,
표면 처리 일반, 아연 도금
색상 노란색, 검정색, 은색, 금색, OEM
유형 OEM, 개방형, 스테인레스 스틸 플랜지 너트
포장 catron 상자 + 크래프트 상자,
서비스 OEM&ODM, OEM, ODM
문의 보내기
제품 설명
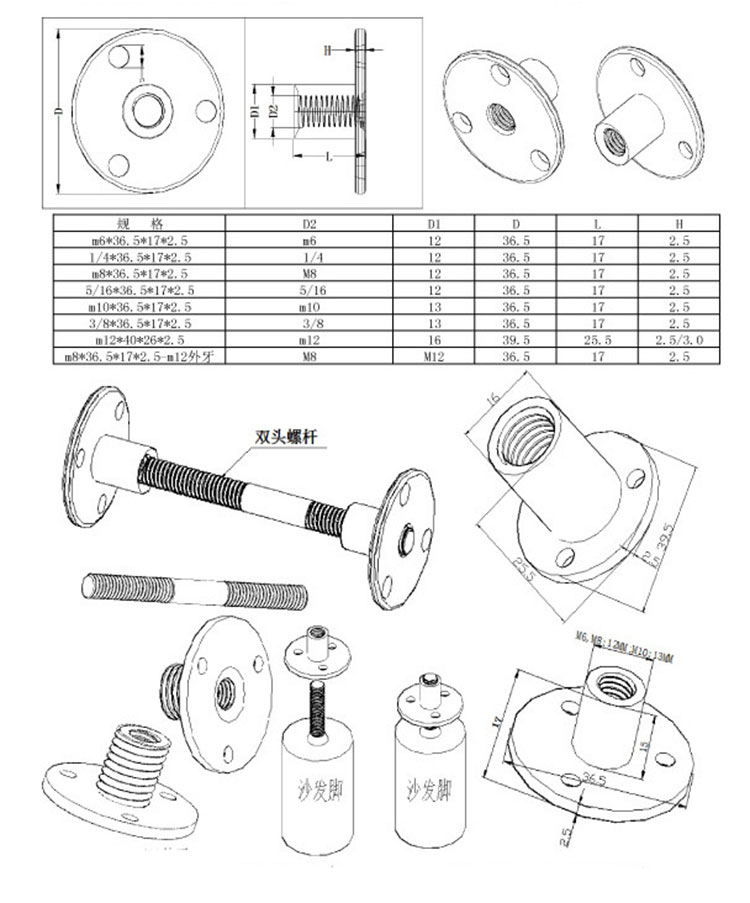
탄소강 A2-70 크기 아연 도금 원형 베이스 T 너트 브래드 홀 티 너트
설명:
단일 축에 EereS를 추가하는 프로세스를 구성하려면 구조, 기술 요구 사항, 생산 배치 및 장비 조건에 따라 샤프트 가공을 조정해야 합니다.
이 생산에서는 사다리형 샤프트 설계가 활용되고 블랭크에는 견고한 단조품이 사용됩니다. 2축 가공 접근 방식에는 다음 단계가 포함됩니다.
D) 초벌 가공 단계: 이 단계의 주요 목표는 중절삭을 통해 과잉 재료의 상당 부분을 제거하는 것입니다. 이 프로세스는 블랭크를 최종 크기와 모양에 더 가깝게 만들어 작은 가공 마진만 허용합니다. 또한 이 단계에서 단조 균열과 같은 결함을 즉시 식별하고 해결하여 필요한 조치를 취할 수 있습니다.
A) 블랭크 처리: 초기 단계에는 준비, 단조 및 정규화 절차가 포함됩니다.
B) 황삭 가공: 이 단계에는 잉여 재료 제거, 끝면 밀링, 스파이크 스파이크 및 거친 터닝 외부 원 등이 포함됩니다. 반정삭 단계: 이 중추적인 단계는 보다 복잡하고 세부적인 가공 작업을 위해 공작물을 준비하는 데 중점을 둡니다.
| 제품명 | 탄소강 A2-70 크기 아연 도금 원형 베이스 T 너트 브래드 홀 티 너트 | ||||||
| 기준: | DIN, ASTM/ANSI JIS(ISO, AS, GB) | ||||||
| 재료 | 스테인레스 스틸: SS201, SS303, SS304, SS316, SS316L, SS904L, F594 | ||||||
| 강철 등급: DIN: Gr.4,5,6,8.8,10,; SAE: Gr.2,5,8; ASTM: A563 | |||||||
| 마무리 손질 | 아연(노란색, 흰색, 파란색, 검정색), 홉 딥 아연 도금(HDG), 흑색 산화물, Geomet, Dacroment, 양극 산화 처리, 니켈 도금, 아연-니켈 도금 |
||||||
| 생산 프로세스 |
M2-M24:냉간 단조, M24-M100 열간 단조, 맞춤형 화스너를 위한 가공 및 CNC |
||||||
| 맞춤형 제품 리드타임 |
성수기: 15~30일, 비수기: 10~15일 | ||||||
| 재고 제품 | 탄소강 : DIN934, DIN6923, DIN928, DIN929, ISO4032, 케이지 너트, 캡 너트 스테인레스 스틸: 모든 DIN 또는 GB 표준 스테인레스 스틸 너트 |
||||||
| Gangtong Zheli Fastener에서 표준 패스너 무료 샘플을 받으세요 | |||||||
애플리케이션:
가구 사용법.
환경 보호 장비, 의료 장비, 통신 장비, 전력 시설, 전자 제품, 식품 기계, 석유 화학 산업, 선박 조립, 펌프 밸브, 파이프, 건물 커튼 월, 열린 장소 등
그림
핫 태그: 탄소강 A2-70 크기 아연 도금 라운드 베이스 T 너트 브래드 홀 티 너트, 중국 제조 업체, 공급 업체, 사용자 정의, 품질, 공장, 가격
관련 카테고리
문의 보내기
문의사항은 아래 양식으로 부담없이 보내주세요. 24시간 이내에 회신해 드리겠습니다.




X
당사는 귀하에게 더 나은 탐색 경험을 제공하고, 사이트 트래픽을 분석하고, 콘텐츠를 개인화하기 위해 쿠키를 사용합니다. 이 사이트를 이용함으로써 귀하는 당사의 쿠키 사용에 동의하게 됩니다.
개인 정보 보호 정책